The design of a battery thermal management system is a critical external factor that ensures the safe and stable operation of the battery. It also plays a vital role in enhancing performance metrics such as the battery's lifespan and efficiency. This system directly impacts the success or failure of the entire battery system, and any oversight in its design can lead to significant issues. From a thermal design perspective, there are numerous elements to consider—like balancing on a fulcrum. The ultimate goal of this technical implementation is to ensure a consistent "comfort" level and an "average temperature" across all chemical cells within the system. Achieving this allows multiple batteries to operate in harmony, maximizing their overall performance.
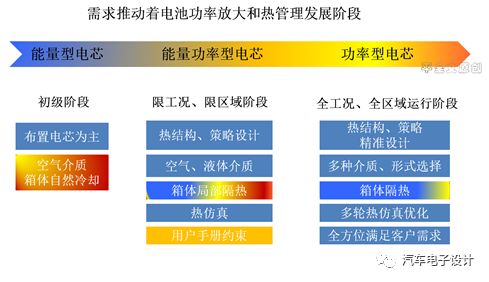
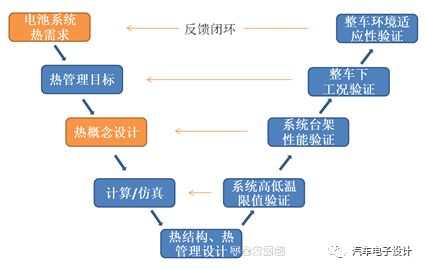
In the early stages of vehicle power battery system design, battery layout was often overlooked. The approach was typically to simply place batteries inside a cabinet, making it difficult to implement effective thermal management. This aspect was not treated as a priority. However, in recent years, this has changed significantly. Customers are now demanding reduced gaps between electric vehicles and traditional fuel vehicles. This places higher demands on battery systems from both a power and environmental adaptability standpoint. As a result, thermal management has taken on new responsibilities. To meet these requirements, a scientific and comprehensive development process must be followed, with each step carefully addressed to ensure the thermal design meets the necessary standards.
1. The entrance based on the positive development of the V model: three key “needsâ€, which can be understood clearly.
In fact, the design of all components is driven by “requirements.†However, after years of experience, it has become clear that problems often arise at the “requirement†stage. Sometimes, the initial design needs are vague or ambiguous, leading to costly fixes later or even complete redesigns. Therefore, it is essential to clearly define the requirements at the beginning of the design process. Once that is done, subsequent work becomes much more straightforward.
1) One of the key requirements: the application of the “region†is clear, and meeting the environmental requirements is the first.
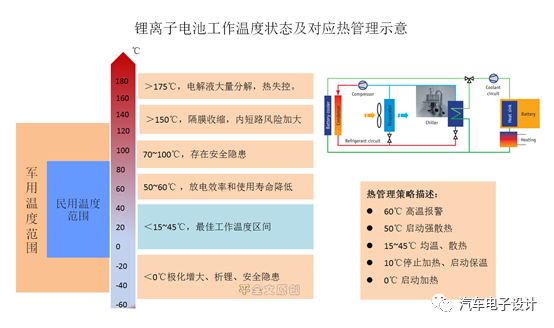
From a cost perspective, designing for full-temperature range conditions is not always well-received. Lithium-ion batteries like NCM, NCA, and LFP have limited temperature adaptability, and thermal management is the only way to adjust their operating conditions. However, the stronger the environmental adaptation required, the larger the temperature adjustment range, and the greater the technological and financial investment needed. How to strike the right balance? Here are a few considerations:
Measure one: Design different versions of thermal management. While we aim to maximize driving range, most vehicles and customers still view new energy vehicles as medium-to-short-range point-to-point vehicles. Their operational range is smaller than that of fuel vehicles. For example, if logistics vehicles in southern regions are designed for alpine conditions, it would be unreasonable and inefficient. Today, the trend is to design for precise user positioning.
Measure two: “Notify the customer.†For instance, in the early version of the Leaf, the user manual included warnings like, “Do not leave the vehicle in a location above 49°C for more than 24 hours; avoid placing it above -25°C for over seven days.†Products are designed to meet the needs of the majority. When dealing with “minority†users, it’s important to communicate clearly and set expectations upfront.
Measure three: Start from the root and choose the battery type. For example, LTO batteries offer significantly better low-temperature performance. If power and energy density requirements are not too high, they could be a viable option (this is not discussed in detail here).
2) The second key requirement: battery system power boundary SOP, test the thermal management temperature limit control ability
Forward design of the vehicle requires careful attention to power demand, which determines the performance of the power system. The power boundary of the battery system is largely influenced by the thermal management’s ability to control temperature limits. Initially, the vehicle power requirements must be defined. Then, the battery system decomposes the technical specifications, selects the battery core, and chooses the appropriate thermal management mode. However, the battery system may not match the vehicle’s performance curve perfectly. In such cases, the safety of the entire vehicle must be prioritized.
The third key requirement: the system temperature difference design goal, mainly reflecting the temperature management ability of thermal management
I believe this is the essence of thermal management design. Even with strong high-temperature control capabilities, it solves the issue of safe battery operation. But it also reflects the battery’s performance and life span—the so-called “system temperature†capability. Tesla achieves a system temperature difference of less than 2°C, which not only demonstrates its thermal management skills but also contributes to the long lifespan of its vehicles. Many Model S and Model X vehicles have reached 150,000 miles with minimal battery capacity loss (less than 10%). This is a proven fact.
The average temperature design involves thermal structure, coolant quality, and control strategy—relatively straightforward links. However, another important element is often overlooked: insulation design (structural materials and control strategies). Insulation measures are the most effective way to control temperature change rates. On one hand, they help cool the system faster during high temperatures (reducing external impact). On the other hand, they slow down temperature drops when the environment is cold, providing convenience for users and simplifying thermal management designs for ambient temperatures slightly below 0°C.
2, can not ignore one of the key elements: the heat transfer of the cell body is not as good as imagined, the system temperature point layout needs to be calibrated
Whether it is cylindrical, square, or soft-pack batteries, they consist of multiple layers of electrodes. For example, a 45Ah square battery includes 23 positive electrodes, 24 negative electrodes, several separators, and electrolytes. Let’s first look at the thermal conductivity of the relevant materials as shown in the figure:

(Note: The data in the table may vary due to testing methods, and is for reference only.)
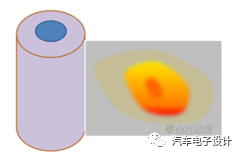
From the material perspective, the cell composition and metal materials are very different. The temperature on the surface of the battery takes time to reach the innermost layer. More importantly, the temperature uniformity characteristics become poor. From the perspective of battery manufacturing technology, there are more differences affecting heat transfer and temperature uniformity:
One: There is a temperature difference between the same pole piece (due to coating thickness process).
Two: The lamination process has different heat transfer paths (the winding process conducts heat along the platinum sheet, while the lamination process conducts heat vertically).
Three: The temperature of the pole ear does not fully represent the highest temperature in the center of the pole piece. (The poles are connected through connecting pieces, and the process and materials differ).
Through the above analysis and comparison, the temperature point collection arrangement on the single cell is uncertain. Moreover, modules and packages made up of individual cells are completely different due to variations in structural design and arrangement. The layout of the temperature points must be calibrated. For example, the Leaf battery system has four collection points distributed in different positions in the cabinet. Nissan is confident in the number of collections, but behind it, how many rounds of experiments were conducted, and the hard work of this development remain unknown.
Can not ignore the key elements of the two thermal interface material application selection
In the figure, 1345 is related to heat.
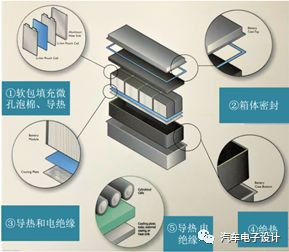
1) Used in the role of the battery 1: heat conduction, heat insulation. It sounds like some contradiction. We
In the application, it is indeed free on the edge of its contradiction. In normal operation, charging and discharging process
In the middle, we hope that its thermal conductivity is good. In this way, the temperature uniformity of the system can be guaranteed. When it happens
Faults, such as short circuit, thermal runaway, we also want to be insulated, so that adjacent cells are protected from the strain.
2) When used between the battery and the heat-conducting plate 3, we not only require good thermal conductivity, but also need uniform heat conduction and good insulation. This is also a contradiction. From the material point of view, the thermal conductivity and material insulation are tilted due to the added ingredients. Below the interface material data, you can see some of the material selection characteristics. for reference only.
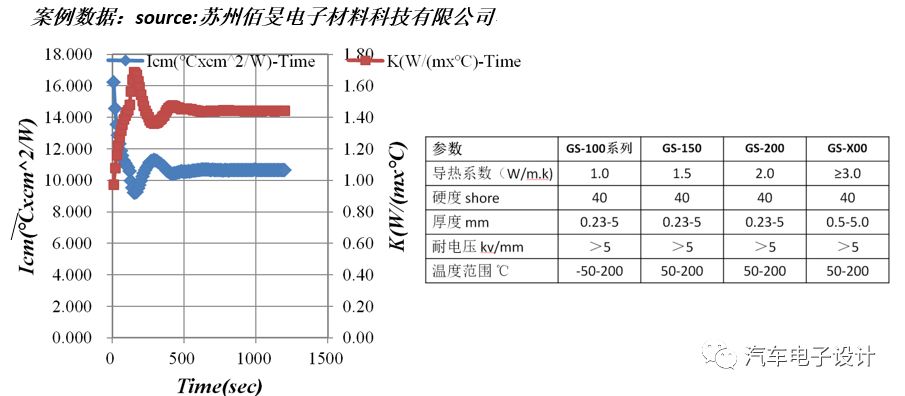
Case data: source: Suzhou Hao Electronic Materials Technology Co., Ltd.
In addition to the above-mentioned options for correlating thermal and electrical properties, there is also a structural choice. During the charging and discharging process, the cell will have a certain expansion. At this time, it is necessary to absorb this variable structurally. The interface material naturally plays a role of "buffering". In short, the accessories are small and have a great effect. Need a good "choice design". In addition, there is a "choice", which is the choice of the brand. At present, the quality of the market is mixed, and some bad products are lured with ultra-low prices. Do not lose because of small. I have witnessed the case of a rework of a small piece of thermal pad. Choose a product manufacturer, focus on its experimental capabilities, and speak with real data.
Partial insulation of the three system cabinets that cannot be ignored
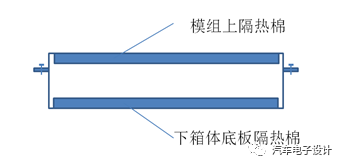
For the design of the water cooling system, we have made some insulation design in the local. The main function of the insulation of the lower floor is to prevent high temperature radiation heat transfer from the ground. The above insulation cotton mainly blocks the heat transfer of the battery system to the body or the cabin. From the perspective of safety, the heat insulation effect is also very large. Once the battery system malfunctions, it can relieve and protect the passenger compartment. At present, the cabinet can not be completely insulated, for many reasons. However, the precise design of the heat of the battery system is correct. Thermal insulation design will also be required.
Don't ignore the four key elements: a naturally cooled battery system that also requires thermal management design elements
Many times, we believe that natural cooling relies on cabinet cooling and no active design elements. It seems that this view needs to be revised.
1) Diversion channel of the airflow of the outer casing of the battery system
I have discussed this with many experienced structural engineers. They very much agree with this. When the battery charge and discharge rate is 1-2C, the ambient temperature is also used to meet the demand. It is reasonable to use natural cooling. With this cooling, the cabinet naturally becomes a "heat sink". When the vehicle moves, the shape of the box is designed to guide the airflow; the gap between the battery box and the body is also required.
2) Floor area ratio of battery arrangement
This can be understood by everyone. When natural cooling is used, the spacing between the cells is increased. From the point of view of natural convection, the cell gap can be 5~10mm to form an effective channel. At the same time, there is a large convection channel between the modules and between the modules and the cabinet. I have done an analysis, the void volume ratio is 40~50%, and natural cooling is the most effective.
summary
This article describes a little experience at work. In the process of thermal design, there are actually two crucial factors: one is “understanding chemical batteriesâ€. Many engineers who do thermal design and thermal simulation are transformed from other fields. This interdisciplinary "understanding" is something that needs to be learned. Only rooted in your ideas, can you realize that thermal system design is not just about controlling high temperature or low temperature, it is just a small step in your design, and the “average temperature†of the system is yours. The ability. Another key is “the thermal model of the batteryâ€, a concept that has been proposed for many years. Everyone is doing it silently. My understanding is not enough to do, and the data is not full enough. This article is not described, and will be left for thematic discussion later.
The above introduction only points out the “step-by-step†required for positive thermal design; it is necessary to dissolve many elements into it, starting with “clear requirements†and making the thermal design clear. At the same time, the "key" elements are designed to be full and complete. Through continuous efforts, we believe that we can design first-class products.
Description
-Contact Resistance:≤50mΩ
-Insulation Resistance:≥100mΩ
-Dielectric Strength:1,500V,
-1min Electronic Life:10,000 cycles
-Operating temperature:T120
-Rating current/voltage:6A 250V AC
Features
â—† Small Compact Size, high reliability
â—† Micro contact gap,High speed operation,High sensitirity,Micro operatizon travel.
â—† Long life & high reliability
Rotating Switch,Rotary On Off Switch,Rotary Power Switch,Round Rotary Switch
Ningbo Jialin Electronics Co.,Ltd , https://www.donghai-switch.com